商品信息
基本参数
- 产地广东
- 品牌
- 产品型号
- 产品操作
- 产品应用范围
- 产品材料等级
- 产品表面处理
- 品牌粤螺
- 型号M12
- 头型圆头
- 槽型一字
- 用途紧定螺钉
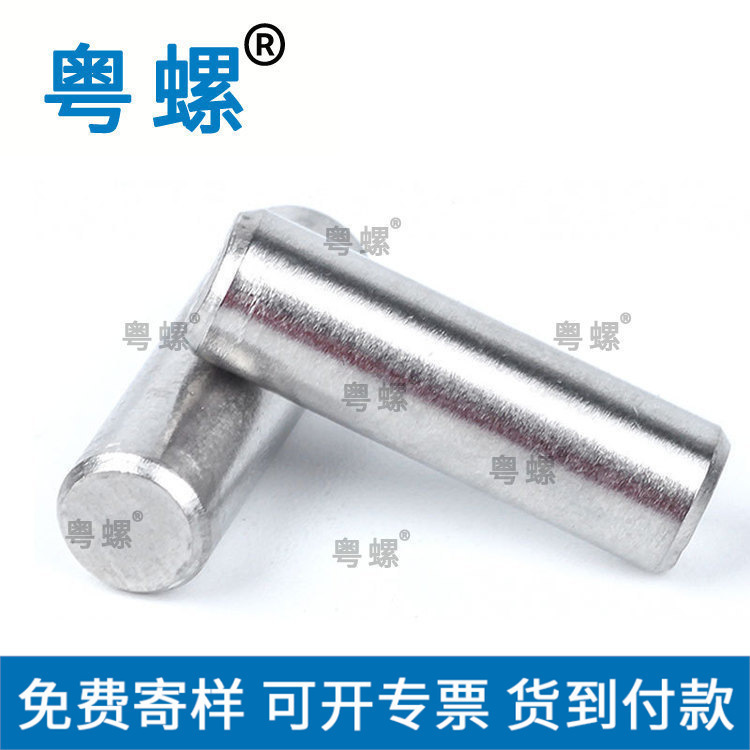
- 材质碳钢
- 标准编号DIN912
- 表面处理不经处理
- 作用方式自攻
- 螺纹公差5g
- 样品或现货现货
- 加工定制否
- 材料等级不锈钢A2-70
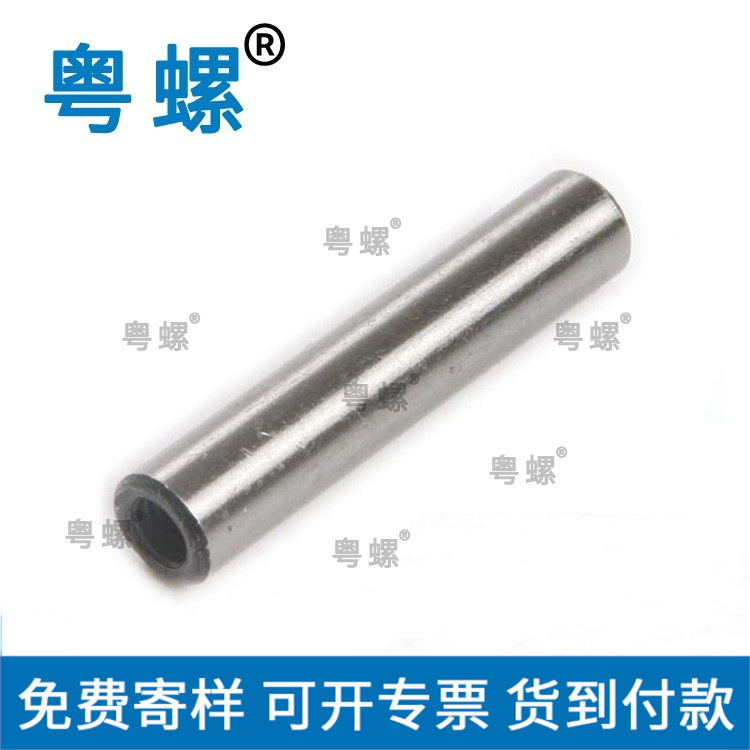
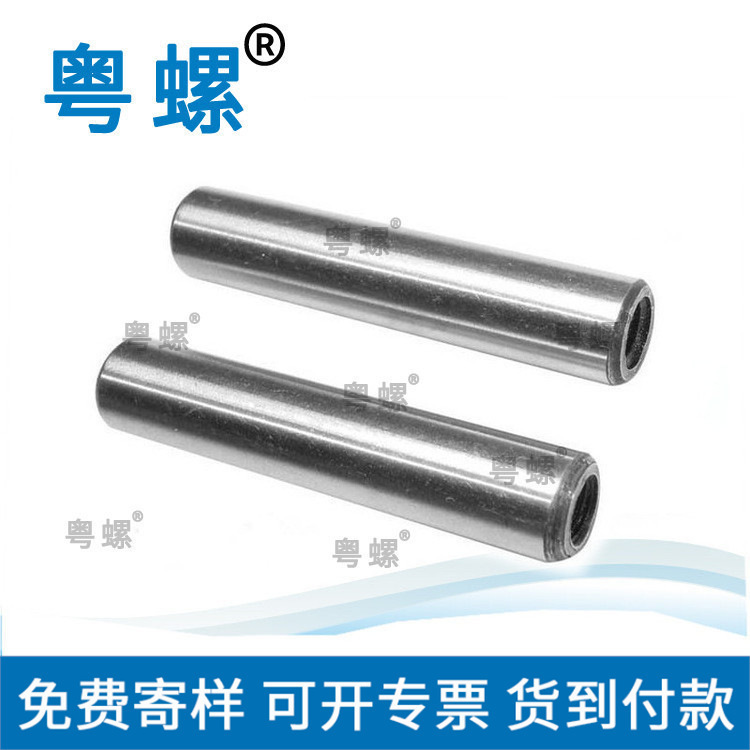
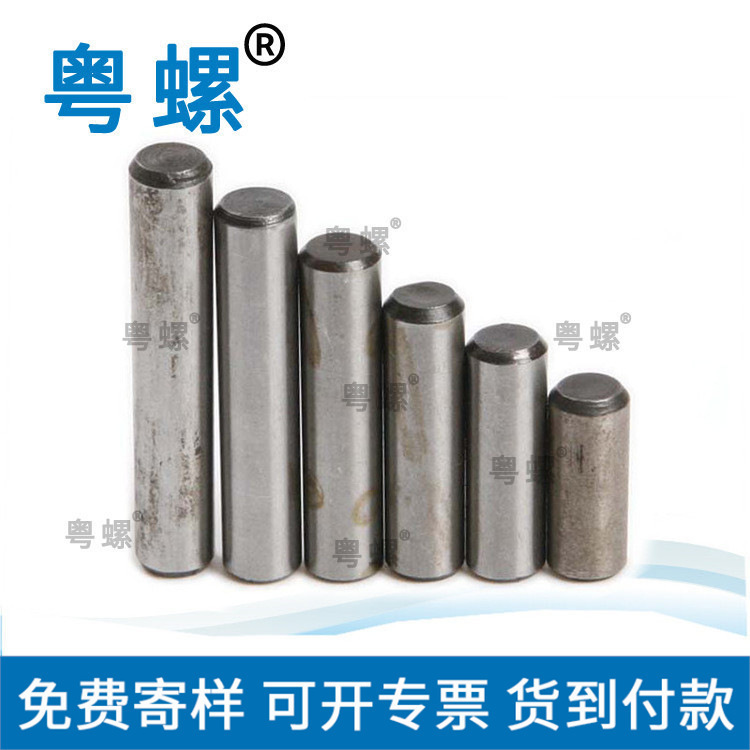
- 产品规格12*70
- 公称长度70mm
- 公称直径12mm
- 产地广东
- 厂家粤螺
产品简介:
产品详情:双头拔钉器包括滑锤和滑杆。滑杆的两边分别设有不同种类的拔销器,拔销器与滑杆螺纹连接,并且还设有滑杆。限位块包括滑杆,滑杆和滑锤。滑动连接。双头拔针器可以同时安装两种类别的拔针器,并且可以拔出两种不同种类的插针。使用简便,工作效率高。其中:单机能,不能用以安装销钉,压铆部和承压部均为柱状构造,承压部的外径大于压铆部的外径压力铆接部分兼具台阶构造,并且压力铆接部分的下端直径低于压力铆接部分的下端直径。铆接零件上端直径。对于繁复的弯曲零件和大零件的销孔直径和位置,加工精度不精确,一再加工和频繁维修,致使效率低下,须要采用高精度装置来完成,大大增加了加工成本;目前,产品正在进行中,在注塑,冲压,检查等过程中,一般而言采用销钉将产品定位在安装板或定位板上。一般的销钉定位方式是采用横截面直径相同的圆柱销钉开展定位。。由于产品在加工过程中很容易变形,因此产品上的销钉定位孔也会变形。采用此引脚定位时,该引脚不时卡住。产品死角,给铸件带来困难,引致销子断裂或划伤甚至毁损,弱点显著。圆柱销磁性定位和自动压入机构包括底座。底座设有导向块。导向块的一端设有导向垂直板,在该端下方设有顶升柱。顶柱与驱动机构连接以驱动。该机构摆设在导向竖板内;所述导向块的一侧设有推板,所述推板的端部设有弧形槽,所述推板与所述驱动机构连接,所述驱动机构设立在所述底座上。导向块的另一侧在基座上设有工作台,在工作台上方设有防错定位机构,在防错定位机构上方设有压入机构,且误差的一侧提供防错定位机构,设有防错检测机构;压入机构包括冲头,打孔块和从下至上排列的上模板,上模板与五个驱动机构连接。防错检测机构包括固定角板和固定角板。该板固定在工作台上,固定角板设有与检测头连接的四个驱动机构。